IV The Effects of Technological Developments in Refining on the WorkforceHow the Ashio workforce was affected by all the technological developments discussed so far will now be examined in five different stages: 1) the manual bellows operation stage; 2) the introduction of powered ventilation; 3) the introduction of western-style furnaces; 4) the introduction of Bessemer converters; 5) the introduction of the self-smelting method. 1) Qualitative Changes in the Smelting WorkforceThe manual bellows operation stage
This period effectively lasted until the installation of a water wheel-powered Roots Blower in November 1884, although, strictly speaking, it went on until the end of 1886, because some foot bellows continued in use at Honzan until the end of that year and were used at 16 furnaces at the Naoribashi refinery until June 1886. Let us consider first the types of workers required to operate one of the traditional Japanese-style furnaces. Operations were directed by a furnace master (fukidaiku), one of whom was always present at all times in every mine. He was usually assisted by one, sometimes two, assistants (maedaiku). Most numerous were the bellows operators, of whom there were two at each box bellows. Two bellows were needed to smelt the ore and produce a matte (a process known as subuki). This therefore required four operators, while the next stage (mabuki) - obtaining rough copper from the matte - normally called for one bellows, therefore two workers 2). When the hand-operated box bellows were replaced by foot bellows at Ashio in 1882, there were three operatives to each furnace 3). At this point there was no distinction between subuki and mabuki; both ore and matte were loaded into the furnace simultaneously, and the result was a mix of matte and raw copper. Naturally, operating the furnaces also required hauliers to move the supplies of ore, charcoal, and rough copper, and there were also blacksmiths whose job it was to produce and maintain iron tools and implements. Larger mines employed workers to grind charcoal and dig clay to make the mixture that was needed to build and maintain the furnaces, but consideration will be given here only to those workers directly involved in operating the furnaces. The work of the furnace master (fukidaiku, known at Ashio as hondaiku) started with the construction of new furnaces 4). He first selected the site, considering factors such as drainage, wind direction, and ease of transport, and then dug a cylindrical hole 2.42 meters in diameter and the same in depth. Stones were then laid in the base of the hole to make a water run-off conduit. The conduit was either in the shape of a cross, between 60.75cm and 91cm in depth, or else took the form of a circle with a bar acros the center. Flat stones were laid over the top of it as a cover. The final size of the cylindrical hole was 1.82 meters wide and 1.66 deep; this was then covered over with clay which was dried by burning firewood for three days. 
[Notes] 1) Curt Netto "Japanese Mines" in ("Science in Old Japan" Vol. 9, pp. 214-15).
After this came compacting and hardening with subai, a mixture of powdered charcoal and clay, which was dried out by coal-burning for a week, followed by three further applications of subai and another three days of drying out. After nearly two weeks, the whole process resulted in a semi-circular pit between 1.06 meters and 1.51 meters wide and between 60.6cm and 1.05cm deep. This was the base of the furnace. Its interior wall was created by building up successive layers of subai to a thickness of 30cm. The final dimensions of the furnace ranged between diameters of 45cm and 90cm and depths of 30cm and 75cm. The differences in size were determined by the subuki and mabuki, and also by practice at different mines 5). The furnace was was dried out by coal-burning. Work started after charcoal-burning had sufficiently dried out the furnace and the lid 6). First the furnace was loaded full with charcoal, and then the bellows would gradually build up the heat. When the temperature had risen to the right level, roasted ore was loaded in. It was first piled up around the rim of the furnace and when some of the ore had begun to glow from the heat of the 'starter coal' that was piled in the center of the furnace, it was moved into the center with an iron scoop and charcoal put on top of it. When all the ore was burning well, the charcoal was moved to one side with the scoops in such a way that the ore would not form uneven lumps, and using an iron implement called a kuchitori, "the ore was stirred about to allow air to circulate"7). The surface of the ore was then swept with wet straw brooms, after which more coal was put in. This whole process was known as 'opening the mouth' and was repeated many times. If any slag had stuck to the ventilation ports it was scraped off and air blown through. As smelting proceeded, the contents of the furnace were stirred with iron paddles in order to dissolve small pieces of coal. Any bits of ore that particularly resisted smelting were moved to the side. With further smelting, lighter slag would float to the surface, and this would then be taken off. The method of removal varied from mine to mine and at different periods of time. At Ikuno at the end of the Edo period, for example, small scoops were used to extract the slag and then it was thrown out using iron 'slag ladles' (karamibiki), while at Besshi and Osarizawa, an outflow hole for the slag was located in the front of the furnace, and the slag was forced out through these holes using wooden scrapers. After the slag had been removed, charcoal and ore were loaded in for the second time and the same sequence of operations repeated. Normally, ore was fed in three times per firing, and smelting lasted around 12 hours. After smelting was complete, the lid was opened and the slag and any still-burning charcoal was removed. Water was sprinkled over the surface of the molten liquid from wet straw brooms to strip off the solidifying matte. By repeating this process of sprinkling and stripping, 90% rough copper could be obtained. This was known as 'rump copper' (tokojiri or shiridô) and when it was brought out by opening the hole at the bottom of the furnace, it would turn into cast copper. The matte produced by the subuki firing was then roasted and sent to the mabuki furnaces. These were basically of the same type as the subuki furnaces, but slightly smaller, with only one set of bellows and an upper lid that covered the whole furnace. This whole process clearly required the furnace master (fukidaiku) to be a skilled man with many years of experience. Judging the right amount and application of air-power was particularly difficult. Ventilation was subtly affected by the positioning and angle of the holes in the earthen wall and of the ventilation ports, and this directly influenced the smelting. Results also differed according to the quality and quantities of ore loaded into the furnace. A mining technical manual of the Edo Period states: "In smelting, the amnipulation of the ore is less important than the furnace master's delicate manual adjustment of the air-stream. When smelting any metal, everything depends on the air-supply, and the furnace master has to gauge just the right amount, when to be generous and when to be tight. He has to be familiar with the qualities of the ore in his particular mine,and be able to judge from the state of the furnace just how much air to add, and how much to reduce."8). Ventilation was clearly the crux of the operation, but it depended solely on each individual's experience. According to "Mining", the best fukidaiku was one able to pay the greatest attention to the slightest changes in the smelting process: "The subuki furnace master has to be at the furnace the whole time, using the broom, constantly feeding in small loads of ore and charcoal, and keeping the ore well-ventilated by frequently inserting the 'needle' (iron bar). The mark of the really skilled furnace master was his ability to ensure that the airstream entered and exited the ore correctly, although no matter how skilled his technique, a master who fails to attend to the slightest detail will not be able to increase his output"10). The effects of the introduction of mechanized air-blowersThe first to feel the effects of the replacement of manual air-power by water-wheel power and then steam power were, needless to say, the bellows operators, 96 of whom were needed to perform the equivalent work of just two mechanized blower machine operators (Roots Blowers). However, two out of three bellows operators were kept on as 'smelters' mates'11), and owing to the rapid rise in demand for labor at Ashio as a whole, there was no danger of 100 men being laid-off.
How were the furnace masters affected by the introduction of mechanized air-blowers? They were first relieved of their former job of supervising furnace construction. Instead, college-trained technicians were responsible for the planning and construction of workshops such as those at the new Naoribashi refinery. But this is to assume that every furnace was resurfaced once a day after each firing. The sources would seem to suggest that such was in fact the case. A 'Mining Survey' of the time states that "one furnace is able to smelt 3,375kg of ore a day"12), while "The Development of Refining at Ashio Copper Mine" records that "48 of the old-type furnaces were installed and half of them were always in operation at any one time"13). Judging from the actual amount of copper smelted, however, each furnace must have been fired 12 times a month.14) It was thus not necessary to fire a furnace either every day or every other day. Between the end of one firing and the start of the next, there elapsed at least 36 hours, which was more than enough time to resurface the interior of the furnace. It therefore seems likely that the furnace masters continued to do this job. The other furnace masters' jobs themselves would not have been much affected by the introduction of mechanized air-blowers, because there was no change in the method of constructing furnaces. The basic smelting process remained as before: load in charcoal, ore, and matte and smelt, throw away the slag, strip the matte, bring out the rump copper and make it into cast ingots. The main effect of the increased air-power made possible by mechanization was simply to make redundant the furnace master's traditional knowledge of the application of air-power.
What did change markedly as a result of the introduction of mechanized air-blowers was the relationship between furnace masters and other refinery workers. Previously, the furnace master had been completely in charge of all operations connected with his furnace, from construction to all aspects of the smelting process. The furnace master had the authority to decide when work should start and stop, although there was of course a certain generally-accepted understanding as to when such times should be. However, the fact that a single mechanical air-blower could simultaneously ventilate several furnaces meant that it was no longer possible for individual furnace masters to decide when to start or stop work or when to begin a firing. The furnace masters must have had to give up the custom of being responsible for their own furnaces when the Naoribashi refinery was built. They must therefore have also lost their traditional authority to hire and fire assistants and bellows operators. The mechanization of air-power changed 'the furnace' into 'the refinery workshop'; what had had more the character of a craft became more of an industrial process, and the distinction between the furnace 'master' and other refinery workers began to be eroded.
While the introduction of mechanized air-blowers obviously reduced the furnace master's authority, the work of smelting itself continued to be left largely to his discretion. This much is clear from the fact that those who had the task of directly supervising the furnace masters' work knew virtually nothing about smelting ore. The 'Development of Refining at Ashio Copper Mine' contains the following: "The first manager after the refinery was built was a Mr. Kashiwagi, but from 1883 Ôta Sadasumi was both deputy Mine Director and refinery manager. The following year Itokawa Yûsaku was appointed refinery manager, and Tashiro Unkichi was put in charge of the day-to-day running of the workshops; then in 1886 Suematsu Tasaburô was appointed manager, but resigned after being in the post just over a year. Those in charge at present are Nakamura Yûji and Tashiro Unkichi". Refinery managers were thus coming and going at quite a pace at this time. One who stayed long enough to be generally accorded the title 'workshop manager' was Tashiro Unkichi, but before being appointed to the refinery in 1881, he had known nothing about ore refining, a fact to which he himself later attested 17). "I was born near the Sachiu mine in Nagamatsu and was taken on at the mine when I was 22 in 1877 as an assistant at the company stores, supplying the workers with rice, miso, and firewood. In November 1878 I was transferred to Ashio copper mine. At first I was in charge of taking consignments of rough copper and copper sulphate to Tôkyô and of bringing monies back from head office....In 1881 I was moved to the refinery section, and in September 1884 I became deputy manager of the refinery..." Workshop manager he may have been, but far from directing or supervising the operation of the furnaces, his role must at most have been one of encouraging greater productivity. The effects of the introduction of western furnacesThe arrival of western furnaces completely changed the nature of smelters' jobs. The furnace masters' long years of experience, acquired skills and knowledge were mostly of no use when it came to operating the new furnaces. There was still a certain place for the experienced furnace master who had the sensitivity to be able to to distinguish slag, matte and raw copper from the color of molten ore, or who could check the progress of smelting by examining the tip of an iron bar which had been inserted into the ore. However, most of the furnace master's skills and accumulated know-how in resurfacing furnaces, setting the position and angle of air-vents, and adjusting the amount of ventilation, and the amounts of fuel and ore input were all made redundant by the new western furnces. The furnaces had been operated by three groups of workers: furnace masters, their assistants, and the bellows operators. The work of these three groups was backed up by hauliers, metalworkers who repaired equipment, and also by suppliers of basic materials such as charcoal and clay. The western furnaces brought about a much greater increase in the division of labor into furnace operators, loaders, machine operators, ingot makers (?), furnace interior maintenance workers, ore and fuel checkers, and various general laborers such as hauliers and those engaged in cooling and crushing slag. At Ashio both steam engine machinists and air-blower operators were classified as machine operators. We shall first consider those workers most directly involved in the operation of the new furnaces18). Diagram 7 shows the job configuration of the Ashio refinery department in 1900. 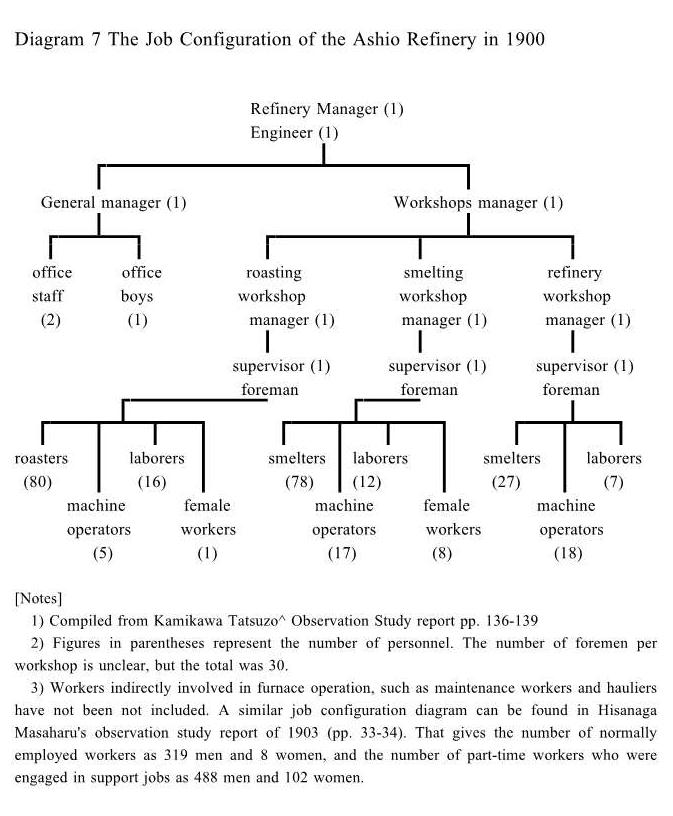
The furnace masters' former powers of supervision and direction were taken over by the refinery manager, the engineer, and the workshop managers and technicians, assisted by foremen promoted from the workforce. The job of refinery manager and smelting technician had been introduced after the mechanical air-blowers had been fitted to furnaces, but they had not been able to tell the furnace master what to do when it came to actually operating the furnace. Western furnaces, however, allowed the college-trained technicians to come into their own. They not only - understandably - supervised and directed the construction of the furnaces, they also took charge of their day-to-day operation. Simple experience was inadequate to cope with an operating process which,from start to finish, consisted of some six stages19) involving the loading and suitable mixing of the fuel - coke, charcoal, firewood - the various types of ore (lump ore, ore particles, powdery ore, consolidated powdery ore, ore-laden ash), and the flux (limestone and slag). After firing up, slag, coke, and then small amounts of limestone went into the furnace before any ore was loaded in. When the temperature had risen sufficiently, lump ore was added, followed by grain ore and powdery ore. This combination was smelted for seven to eight hours and was the crux of the operation. During this time the technicians made constant checks and alterations to the air pressure and volume and the temperature of the water jacket. As time went by, the workers became more experienced and learned how to deal with problems that arose; they were capable to a degree of handling certain operations by themselves, but the 'power relationship' between workers and technicians did not return to what it had been before the advent of western furnaces, because the way in which they were introduced was one of trial-and-error. The increase in air-power, changes in the size and number of air vents, the increasing size of the furnace, improvements in the materials composing the interior wall of the furnace, the introduction of revolving converters, and the amount of equipment available for production - all of these factors changed within a short period of time, and they were accompanied by similarly rapid changes in operating techniques, namely, in the ore, fuel, and flux mixture, loading methods, the number of loadings and the quantities loaded, and air pressure and volume. All of these changes in both equipment handling and operating methods were carried out under the direction and supervision of the technicians. Such technological changes inevitably required an equal flexibility on the part of the workers. The workers most directly involved in the operating process were the furnace operators and loaders. The men at the tail end of the staff job structure, the foremen20), did not simply oversee workers; they also worked as furnace operators.
[Notes] 1) 1897 data: Sakikawa Motarô Observation Study Report pp. 79,86 2) 1903 data: Denawa Korenori Observation Study Report p. 112 Furnace operators (romaefu, literally, 'worker before the furnace'), as their Japanese name implied, stood in front of the furnace, constantly checking the progress of the smelting and making necessary adjustments to air-pressure and water jacket temperature. The loaders stood at the loading points, a level higher than the operators, and fed in fuel, ore, and flux. There were between two to five operators and one to four loaders per shift, depending on the size of the furnace (see table 21). Although their jobs were more narrowly defined than those of the old furnace masters, they actually called for a greater deal of experience, know-how, and judgment. Unlike the old furnace masters, the western furnace operators could not see directly into the whole of the interior of the furnace. Whereas the ventilation ports on the traditional furnaces were on the upper surface of the furnaces and were consequently never completely closed, making it easy to clear any blockages, the modern furnace ventilation ports were situated toward the lower end of the furnace and were often blocked by condensed slag. Reduced air pressure led to an uneven smelting and in the worst cases, to solidification of the furnace's entire load of ore. Clearing such problems often took several days. If it looked as though the ports were about to block, attempts would be made to get the solidified lump out with an iron bar. If that failed, the loaders would be told to throw some fuel onto the blockage or else try to get it out through the loading point, again with an iron pole. The appropriate measures had to be carried out very rapidly. In addition to such powers of judgment, the operators were also required to have knowledge and experience of a kind the furnace masters had not known. For example, they needed to be able to gauge and adjust the volume, flow, and temperature of the cooling water. Reduced volume could lead to breakdown of the water jacket and a furnace explosion. Too great a volume of coolant and the furnace temperature would drop, adversely affecting the smelting and driving up fuel costs21). [Loaders] Unlike the operators whose work was not mere manual labor and involved a considerable 'mental' monitoring element, the loaders, whose work consisted mainly of loading in fuel, ore, and flux through the loading point in the upper section of the furnace, were heavy manual workers. Nevertheless, they too needed a certain amount of knowledge and experience, since the mix of loading materials was constantly changing and the loading method varied according to what type of material was being loaded. They had to be careful to load coke into the middle of the furnace and ore around the sides, because as the loaded materials sank with the increased heat of the smelting, the fuel material, which was lighter, would tend to be pushed to the walls. If the whole load failed to settle evenly, smelting would become uneven, and the solidification would begin at the walls (this was known as rôkai, 'wolf clotting'), or else the coke and sulphides in the ore near the top of the furnace would ignite (akamari, 'redballing'). Even if loading went smoothly, rôkai and akamari22) could still occur due to difficulties with the ventilation ports and the water jacket. To deal with these problems, loading had to stop for a time, and as mentioned above, either coke alone would be thrown in or the solidified parts had to be extracted. Loaders too therefore to some extent had to monitor the furnace through the loading point and be ready to take appropriate action. The impact of the Bessemer converterWhat was the impact on the smelting workers of the introduction of Bessemer converters in 1893? There was no great change in the nature of the work itself, as the converters simply meant that matte would be produced instead of raw copper. The increase in the size of the furnaces, however, required more workers per furnace and a greater degree of teamwork between them. Only one worker was needed to load unmixed materials into a small furnace, for example, but it took two to load a medium-sized furnace and four to load a large one. Loaders were thus required to work as a team not only with furnace operators but also with each other.
[Notes]
Table 22 shows the job configuration in the newly-built refinery workshops; the figures for each year represent the number of workers needed per 12 hour shift (a 2 shift system was worked). The converter that was the basis of the Bessemer method of refining was fundamentally different in nature from the regular furnaces and the cupola. The converter process proceeded as follows:25) (1) matte loading - the converter was angled almost horizontally and the matte loaded in down an iron conduit surfaced with subai; (2) the converter was brought to the vertical position and air injected at high pressure. This oxidized the iron and sulphides in the matte, producing sulphurous acid gas and iron oxides. The iron oxides reacted with the silicon in the interior walls and became slag; (3) the converter was tipped to allow the slag to flow out, and, if necessary, more matte was poured in and the same process repeated; (4) after getting rid of the slag, the converter was again raised to the vertical and after a few minutes of air injection, inclined once more and the less fluid slag at the surface was scraped away with 'slag scrapers'. Almost all the iron was removed at this point; (5) the converter was again brought to the vertical and air injected. The sulphurized copper was gradually oxidized, resulting in copper oxides. Finally, the copper oxides and copper sulphides reacted with each another to produce copper and sulphurous acid gas; (6) the converter was again tipped and refined copper flowed out. How much more matte needed to be added in stage (3) depended on the state of the converter. If it was refilled soon after the interior wall had been repaired, and the refilled matte was of high copper content, then there would be little degradation of the walls, little slag, and consequently, no need to add further refills. If, however, the matte was of low copper content, a great deal of slag would result, together with considerable degradation of the walls, and further refills would be required26). This whole process depended on the keen judgment of the operators, which was particularly called for when they had to decide when to end stages (2) and (5). To do this they had to pay attention to the color and the changing sound of the flames which flared up from the mouth of the converter. They then had to insert an iron pole and make a decision based on the color of the molten ore which stuck to the end of it. If they misjudged the timing of the end of stage (2), thus delaying the discharge of the slag, further reaction would take place at the bottom of the slag and produce more copper oxides which would react with copper sulphides, thus releasing massive amounts of sulphurous acid gas. This caused the interior of the converter to overheat and spout molten ore. If, on the other hand, the timing of the end of stage (5) was delayed, the contents of the converter would all turn to copper oxide, which would rapidly cool and condense, causing great damage. Moreover, any over-anxious moves to avoid such an outcome and move on too quickly to the next stage of the process would make it impossible to produce refined copper, thus defeating the whole purpose of the work. Converter operation therefore put a high premium on the knowledge, experience, and judgment of men who knew how to "read" the color and sound of the flames which informed them of the progress of the refining. The changes in color and sound were of course instantaneous, and since an error would have serious consequences, operators were under severe continous psychological pressure, a pressure which was only intensified by the working environment. Considerable quantities of sulphurous acid gas were produced by the method used, which was a variant of self-smelting based on the oxidization of iron and sulphur by high-pressure air injection. However, the design of the converter did not allow a direct channelling of fumes out to a funnel or chimney. It was therefore difficult to expel all the discharged gas out of the workshop, the air of which was thus always thick with it. The cupola loaders especially suffered from this as they had to work at the highest level of the workshop. The 1897 anti-pollution Order only made things worse for the workers, because less gas could be discharged outside the workshop. The severity of the working conditions is well attested to by the following (1906) figures: 76.9% of refinery workers regularly reported for work as against 82.6% of smelters. The oldest refinery worker was aged 40, the oldest smelter, 56. 32 of the 24 refinery workers were in their twenties, whereas only 37 of the 69 smelters were under 30.27) The impact of self-smeltingBefore the turn of the century the impact of self-smelting was felt most directly in the roasting workshops. From a peak of 158 workers in 1895, numbers gradually fell until they reached zero in 1906. Former roasting workshop workers were reallocated as 'ore suppliers' and were mainly occupied with converting powdery ore into more solid forms (ore-binding). It was difficult to smelt powdery ore using the self-smelting technique, so all such ore was first solidified, and the number of workers engaged in such work expanded considerably. The reverberatory furnaces, formerly used for roasting, as well as some of the Stall furnaces, were now used for drying the solidified ore. In 1903 there were only 20 workers engaged in such work, and most of them were female, but by 1906 the number had risen to 17428); a daily average of 79 male workers: 25 of whom were mixers, 22 dryers, 2 slag retrievers, and 30 hauliers. With them worked 95 female workers: 55 ore binders and 40 dryers.
Outwardly, the introduction of self-smelting might seem to have had little impact on the smelting workshops. Furnaces were enlarged, but their configuration did not change, neither were there any rapid alterations in work processes. "Operators and their assistants had been experienced in roasting, and without seeing that self-smelting was based on quite opposite principles, they tried to operate the new method in the old way, which had an adverse effect on the furnaces". Of the third series of tests in December that year which tried to tackle these problems, Ôkawara wrote: "The loading ports were enlarged by 12cm, air pressure was increased, coal was inserted through the ventilation ports, all powdery ore was solidified, and operators and their assistants were selected who understood sufficiently the principles of oxidization smelting". The "Development of Refining at Ashio Copper Mine" also attests to the initial dificulties encountered with self-smelting:30) "Because the operatives were very conservative-minded and because, unlike the old roasting furnaces which had been controlled via the ore gate, self-smelting required controlling at the ventilation ports, a much more difficult and troublesome operation, there were many problems in the early days. Success could not be achieved unless the operatives were made to familiarize themselves with the new technique, and their progress in this was inevitably slow. Although having had to work within this limitation, it must be said that considerable progress has nevertheless been made to date". Noteworthy here is the reference to the "difficult and troublesome" nature of self-smelting work for the workers who had to do it. It was probably found "difficult and troublesome" because of the frequent blockages of the ventilation ports, and "unpleasant" not only for the same reason, which made the work frustratingly troublesome, but also because the sulphurous and arsenic gases which had been produced by the roasting process were now produced by the smelting furnaces. 2) Quantitative Changes in the Smelting WorkforceManually-powered ventilation 1877-1884It is not clear how many workers were engaged in refining when Furukawa took over at Ashio in 1877, but as it is likely that there were 2 furnaces operating31), the number of workers can be inferred since furnaces were worked by a fixed number. There was one operator and one assistant per furnace and two bellows operators per bellows unit. Furnaces for producing matte from ore (subuki) had two such units, while those which obtained raw copper from matte (mabuki) had one. Consequently, in 1877 when Furukawa took over, there must have been two furnace masters, two assistants, and six to eight bellows operators. The following year, another furnace was built, and another five were added between 1879 and 1882. At the beginning of 1879 there must therefore have been three furnace masters, three assistants and 10 to 12 bellows operators, a total of 16 to 18 personnel in all, while by the end of 1882, there would have been eight furnace masters, eight assistants, and around 28 bellows operators. In 1882 box bellows were still being used, and there were probably six subuki furnaces and two mabuki furnaces. In that year the changeover from box bellows to foot bellows took place, although the exact date is unknown. The improvement led to three bellows operators being assigned to a furnace, and the distinction between subuki and mabuki furnaces disappeared. 24 bellows operators were now required.
We have thus far calculated the probable number of personnel on the basis of the number of furnaces, but while the furnace master's job of overall control of the furnace meant that there would have been one master per furnace, the expansion of operations over the period in question would have necessitated an increase in the number of assistants, and standby bellows operators would have had to be on hand in case the normal operators failed to turn up for work. The overall number of personnel must therefore have certainly exceeded the minimum figures we have posited.
[Notes]
1) Nunbers in parentheses ( ) are estimates. 2) Totals for 1883 and 1884 include ore dressers. There were 100 ore dressers in August 1884. 3) The August 1886 figure of 287 smelters is thought to include laborers. The period following the introduction of western furnaces in 1890
Western furnaces took over completely from the furnaces in 1890. The 48 furnaces and three Pilz furnaces at Naoribashi and the 32 furnaces at the Kodaki refinery were all demolished and replaced by eight and five long-type semi-water jacket furnaces respectively. Unfortunately, no records of the numbers of smelting workers in the early 1890s have come to light, although, as we have already seen, in 1897 the small-type furnaces were being worked by two operators, two loaders, one slag carrier, and one laborer per shift. Assuming the same number of workers in 1890, the total needed to operate 13 small-type furnaces in two shifts a day would have been 156: 52 furnacemen, 52 loaders, 26 slag carriers, and 26 laborers. Refinery workers proper - the furnace operators and loaders - would have numbered 104. This would have been the bare minimum, and assuming there were also some extra hands, the number would more likely have been about 110. The exact number of refinerymen immediately prior to the introduction of western furnaces is not known, but the 72 furnaces would have needed 144 furnace masters and assistants, and assuming the three Pilz furnaces to have required the same number of workers as the small-type semi-water jacket furnaces, there would have been 12 furnace operators and 12 loaders, a total of 168, or roughly 64 refinerymen more than were needed to operate the new semi-water jacket furnaces. Since the furnace men's experience was mostly invalidated by the new furnaces, the number who actually lost their jobs must have well exceeded 64.
[Notes]
1) 1895 data: "History of Tochigi Prefecture" p. 491. 1896: Takaiwa Yasutarô "A Outline of Ashio Copper Mine" 1900: Kamiyama Tatsuzô Observation Study Report 1902: "The Ashio Copper Mine in Pictures", Hasanuma Sôun, "Ashio Copper Mine" 1906: Ôkawara Saburô Observation Study Report 2) Data for ore smelted: 1895,1896: Sakikawa Motarô Observation Study Report, 1900-1906: 'The Development of Refining at Ashio Copper Mine' in "History of Tochigi Prefecture", pp.124-125. 3) Data for ore refined: "100 Years of the Furukawa Company" p. 82 The salient feature revealed by the figures is the major changes that occurred between 1896 and 1900: firstly, the overall drop in the number of refinery workers, and secondly, the doubling in amount of copper smelted per man. In absolute terms, the cut in manpower was under 40, but this represented 27% of the workforce. The closure of the Kodaki refinery in August 1897 was one reason for the cuts. That had been a direct result of compliance with clause 30 of the 3rd Mine Pollution Prevention Order issued in June that year. "The chimneys at the Honzan and Kodaki refineries should be connected by flues with central smoke emission rooms where the emission of arsenic and soot can be reduced by condensing and solidification, and after other such measures have been taken to suppress the emission of arsenic gas, any remaining emissions can be released via mountainside conduits behind the refineries to chimneys (24 meters high at Honzan and 15 meters high at Kodaki) on designated sites near the top of the mountain") 35). It was considered at the time that the construction of the 'desulphurization chimneys' would be the most costly of the measures needed to comply with the Pollution Prevention Order. In order to relieve that cost, the Kodaki refinery was closed down and all refining was carried on at Honzan. This was made possible by the steady improvement in the techniques of operating the Bessemer converters, which enabled the furnaces to concentrate on matte production, and also by the increasing size of the furnaces, which increased smelting capacity. Another reason for the cuts in the refinery workforce was that the company made use of the Mine Pollution Prevention Order affair to reorganize its managerial structure and policies, and exploited the anxieties of the workforce by cutting costs. With the intention of cutting the previous price of 17 yen 92 sen 8 rin for 60kg of refined copper to 17 yen, the 5 yen 9 sen 1 rin cost of smelting 60kg was reduced to 4 yen 83 sen 1 rin. The 20 sections of the Cost Reduction Policy include the following: "Each workshop is to determine the minimum number of operatives needed, and under no circumstances is to employ more than that number", "workers are all to maintain the strictest order and must not be allowed to show the slightest indications of idleness or of disturbing good discipline"36). Such changes in company policy also lay behind the reductions in the refinery workforce.
The doubling of output per worker was made possible by the enlargement of the furnaces but also because lower grades of ore could now be smelted. In addition, although the amount of smelted ore had doubled, there was no corresponding increase in the output of refined copper. The use of Bessemer converters enabled the furnaces to concentrate solely on smelting ore rather than on the mix of ore and matte which had been the case previously. This was also a factor in the job cuts. Notes
1) 1) The main sources, in chronological order, are (1) Kinkakei Shûzan "Mining Notes" (1771, Oda copper mine), (2) Akô Mitsukane "Mining" (1875, Ikuno silver mine), (3) Sasaya Ujitaka "Mine Digest" (1840, Ani copper mine), (4) Odagiri Rinzô "Traditional Smelting Methods at Ikuno silver mine" (1853), (5) Francois Coignet **"Note sur la richesse minerale du Japon" (1873, Besshi copper mine), (6) "1877 National Industrial Exhibition Catalog of Exhibits" (1877 Osarizawa copper mine, Kusakura copper mine), (7) Curt Netto "Japanese Mining" (1879, Besshi copper mine), (8) Kojika Tôka 'Osarizawa Copper Mine - An Outline' ("Engineering Magazine" No. 4, Dec. 1880). Apart from (5), which is included in Ishikawa Junkichi "Japanese Mineral Resources" (Sangyô Keizai Shinbunsha, 1957), and (7), included in Saegusa Hiroto ed. "Encyclopedia of Traditional Japanese Science" Vol. 9 (Asahi Shinbunsha, 1942), all the others were first made available to a wider public in Japanese Mining History Resources Publications Committee ed. "Collected Documents of Japanese Mining History" 1-3, (Haku-a Shobô, 1981-83.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||