III Technological Changes in the Smelting Process1) The Roasting ProcessFrom traditional kilns to the reverberatory furnaceThe surge in output from the pits at the beginning of the 1880s accelerated the demise of traditional practices not only in ore dressing but also in roasting. Roasting reduced the amount of sulphur contained in raw copper ore and was an essential precondition for the reduction and refining of sulphurized ore. The traditional roasting practice had been to pile up alternate layers of ore and firewood inside a kiln made of clay and stones. An exit for smoke was created in the upper middle section, and the rest of the upper section was encased in clay. A fire was lit through a small aperture in the bottom section. One such kiln was able to roast from 750 to 1,125 kg per firing over a period of 15 to 20 days.1) As Ashio's monthly output of ore dug in 1884 was in the order of 1,500,000 kg, to process such an amount using kilns would have required the use of 1,000 kilns. Also, it was not only the ore that needed desulphurizing, the matte (copper and iron sulphides containing around 50% copper) produced during the smelting process had to be similarly treated before it could be rerefined. A kiln was "basically circular in shape, and from 90.9 cm to 181.8 cm in diameter." 2) This, however, was the interior diameter; each kiln took up at least five square meters and required some ten square meters of working space for the transport and loading of ore and fuel. It was difficult to see how in a mountainous area like Ashio ten thousand square meters of land could be devoted solely to roasting. It would have been possible if the mountain slopes had been used, but that would have driven up transport costs. The problem was easily solved with the introduction of western-style reverberatory furnaces, the first of which was built in 1883 and was able to process 3,375 kg per working day, the equivalent of 45 to 60 kilns. Larger furnaces were built in 1884 and 1885; by the end of 1884 the old kilns were already redundant, as Harada Shinji noted in August the following year.3) "A number of Welsh-type furnaces with varying numbers of ovens - six, eight, and twelve - have been installed: Although they were known as reverberatory furnaces, these first western-style furnaces at Ashio were of a different shape from the ones normally associated with the smelting and refining of iron and copper; they were more similar to the 'slope-type' of furnace which consisted of a series of connected ovens built on a gentle gradient (see diagram 1). The fire bed and fire bridge were made of fire bricks, but the rest of the construction was of ordinary redbricks. Two furnaces were built back to back in order to share a single chimney.4) 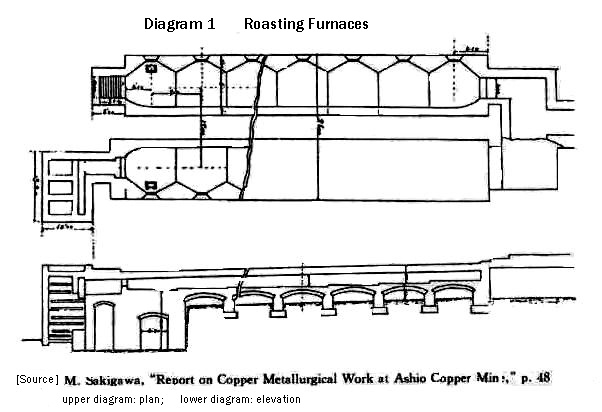
[Source] Sakigawa Motarô, "Report on Copper Metallurgical Work at Ashio Copper Mine," p. 48. Upper diagram: plan; Lower diagram: elevation Between 562 and 600 kg of ore at a time were fed into the loading aperture in the ceiling of the oven the furthest away (shown at the right of the diagram) from the firebed. The ore was then spread out over the firebed using long-handled iron paddles through the operating holes located in the center of the side of each oven. As the layer of ore was about 9 centimeters thick, it was turned every 10 minutes or so by workers using long iron hoes through the operating holes. After between one and two hours in the same oven, ore would be moved to the next oven and the same operations repeated. After 12 hours of such treatment, the roasted ore was removed from the exit gate in the bed of the oven closest to the firebed and hauled away in iron carts along an underground path.
From the labor point of view, there was not much skill involved in loading, hauling and turning the ore, but it was gruelling, hard physical work. The workplace was extremely hot, and the men had to manipulate the long iron paddles and hoes for 12 hours in two shifts while at the same time breathing in poisonous sulphurous fumes. This was no doubt the reason why roasters' wages were higher than those of ore dressers. 2) The Smelting ProcessImprovements in ventilationThe modernization of the smelting process lagged somewhat behind that of ore dressing and roasting. Whereas ore dressing was a physical operation dealing with solid objects, and roasting did not require particularly high temperatures, the complex chemical process of smelting with its temperatures of 1200-1300oC presented formidable technological problems. Simply copying western blast furnaces would not necessarily lead to success in Japan given that the composition and configuration of ore differed from mine to mine. Nor was it only a matter of the shape of the furnace, but of changes in the complex combination of factors which affected the smelting process, such as the nature of the building materials used for the furnace, the quality of the ore, fuel, and flux, the quantity and mixture of materials to be smelted, the loading method, and also the type and force of ventilation. The first aim was to modernize the ventilation of the traditional smelting furnace, because that was the key to increasing the amount of ore smelted. In 1882 traditional, hand-operated, wooden bellows were replaced by foot-driven fan-shaped ones.8) This increased the amount of ore smelted per operation from around 900 kg. to first 1,125 kg. and then 1,500 and even 2,250 kg. The number of furnaces was also increased from 2 in 1877 to 3 in 1878, 8 in 1882, and 14 in 1883.9) However, these improvements were not sufficient to cope with the sudden increase in the output of ore in 1883-84. Table 19 shows how the smelters were unable to keep pace with the amounts of ore coming to them from the ore dressers in these years. There was a particularly sharp increase in the latter half of 1883, and in the latter half of 1884, 3,465,532 kg., an amount equal to the entire output of the previous year, had to be carried over to the following period. Clearly, a bottleneck had developed in these years which was holding up increases in the output of refined copper; a solution was urgently needed to clear the problem.
[Source] ("History of Tochigi Prefecture" Historical Documents - Modern 9, pp. 147-149 'Data for Output and Export of Mineral Products 1881-1886'.
The figure for the 1881 total of ore dressed in the current period is from 'Mineral Production Totals in 1881-1884', p. 147 of the same source. In 1883 construction was therefore begun on a new refinery, which commenced partial operation in August 188410); construction work was completed before the end of the year. The previous refinery had been known as the Honzan refinery, but in fact it was no more than a scattered collection of bellows, traditional kilns and reverberatory furnaces for roasting which were spread along the banks of the small river Dezawa which flowed through Honzan. By contrast, the new refinery was a large purpose-built plant with all necessary installations and offices; it was located just one kilometer away from the dressing station on a specially prepared sloping piece of ground over 33,100 square meters in size on a steep bank of the Matsuki river. A large wooden bridge, known as the Naori bridge, was built over the Matsuki, connecting the refinery to Mukôgahara, and the refinery was named after the bridge, being known thereafter as the Naoribashi refinery, although some referred to it as 'the Mukôgahara refinery'. Later, its official name changed to the 'Honzan refinery', it was to become Ashio's central refining station. A photograph of the new 'Naoribashi' refinery, taken just before it commenced operating, was included in "The Life of Furukawa Ichibei" (see opposite/next page) and shows over 20 buildings - offices, workstations, and warehouses, the large chimneys of the reverberatory roasting furnaces, and the 40 smaller chimneys of the smelting furnaces. "Plans for the New RefineryThe increasing progress being made with every passing day and month has rendered the relative positions of the roasting and smelting furnaces inconvenient and created a need for more labor. It is no longer practical for refining to take place close to the extraction site, so a new large refinery is to be built on the right bank of the river at Mukôgahara 545 meters downstream from the mine offices. Work is not yet complete, and the total cost is estimated to be 50,000 yen. The following are planned for construction: ore storage buildings, six roasting furnaces capable of processing 9,000kg a day, two cooling warehouses, 32 Japanese-style smelting furnaces and chimneys for all these (diameter 1m 21cm). A light railway is to be built on the mountain slope to transport ore from the refinery on the mine office side to the ore warehouses. Similar track will also connect the warehouses with the furnace loading areas, and lead from the roasting furnaces to the warehouses. Desulphurized ore will be sent to the cooling warehouses. The 32 smelting furnaces next to the cooling warehouses will also each be connected to the warehouses by rail track.
The furnaces will be housed in four buildings each containing eight furnaces which will be 75.75cm square and 75.75cm deep, packed around with a mixture of clay and charcoal powder, and each capable of smelting 2,250kg a day. Instead of foot bellows, air power will be supplied by two Roots Blowers. Air pressure will be 909 cubic meters a minute, or 1/4 of the mercury calibration scale. The air tubes will be of iron. This account contradicts the description of the refinery given in "The Life of Furukawa Ichibei" on a number of points; it states that there were 32 furnaces not 48, and that the smelting power of each was 2,250kg. a day not 3,375kg; also, that the water wheels were 9.09 meters in diameter not 7.57 meters. What comes across most strongly, however, is the well thought-out lay-out which facilitated a smooth flow of ore along tracks from the dressing station to storage then to the reverberatory furnaces for roasting, and then into cold storage from where it was sent to the smelters.
Between the ore dressing station and the refinery, tracks were laid, most of them flat steel rails, but some Decauville11), and, from 1885, manhandled carts were pushed along these. A key feature of the new refinery was that some ventilation was mechanically powered by 2 Roots Blower machines, each driven by 8 h.p. water wheels. Whereas it had previously taken three foot-bellows operators 12 hours to smelt 2,250kg. of ore at one furnace, the 7.57 meter water wheels were able to power 16 furnaces simultaneously, each of which could smelt 3,375kg. every 12 hours.12) This cut labor costs and also fuel costs, owing to the increased amounts of ore smelted by the greater and more stable supply of air power.
The improvements were limited, however. The amount of ore that could be smelted at one time remained relatively small; continuous production was still out of reach. Charcoal was the only source of fuel, and vast amounts of it had to be consumed. Indeed, what made continuous production impossible was the fact that after one operation (about 12 hours) the inside walls of the furnace, being made of clay and powdered charcoal, would be eaten away and have to be resurfaced. Although there were 48 furnaces, production was only possible using 24 every 12 hours. Continuous production would have reduced the number of furnaces and the number of personnel needed to operate and maintain them; stable temperatures would have cut fuel costs. The change from foot-bellows to the Roots Blowers had reduced the amount of fuel needed to process 3,375kg. of ore from 1,125kg. of charcoal to 637kg. and had cut the amount of firewood by 1/4 (about 225kg.), but owing to the subsequent increase in output of ore, it was still extremely difficult to stabilize fuel requirements. Table 20 shows only too clearly the huge increase in charcoal and firewood consumption over the period from 1884 until the mid-1890s.
"When the Yokomaho bonanza lode was discovered in 1885-6, copper output at that time was 360,000kg. With 48 furnaces consuming 37,500kg. of charcoal a day, it was a desperate situation just trying to produce enough charcoal. 700 kilns were needed to burn 37,500kg. every day. Firstly, it wasn't easy to find men who would work as charcoal burners, and secondly, we could never build the kilns fast enough fast enough. Despite my problems, the Mine Manager would often come and reprimand me, saying he was unable to keep the furnaces going; sometimes I didn't dare go near him. I would go off to Echigo (central Japan) or Izu (a peninsula south of Tôkyô) to try and recruit labor, and when there weren't enough kilns, we used to dig large holes on other people's land, cut down the trees around them, fill the holes with the timber and burn it. The result was very low quality charcoal was very low, but by doing this we could sometimes manage to keep up with demand for a while. Nevertheless, there would still be five furnaces inoperative one day or six the next, and the refinery manager was always on at me, scolding and reprimanding. When at last we were able to build 700 kilns, over a large area - about 25 kilometers - between the Hoso-o pass and Gôdô in Gunma Prefecture. With enough workers, we could produce between 33,000 and 37,000kg. of charcoal a day, although we had tremendous problems transporting and storing the charcoal. At Sôri, charcoal had to be piled up and left in the open air, and a lot was often stolen".
[Notes]
1. s/r = sen/rin 2. * = Jan.-Jun. # = Jul.-Dec. 3. Consumption data: 1880-85 "The Life of Kimura Chôbei" p. 85 1888 History of Tochigi Prefecturep. 254, 1890-94 History of Tochigi Prefecture p. 251, 1895-98 Ministry of Agriculture and Commerce "The Development of Mining in Japan" p. 149. 1902 Denawa Korenori "Report on the Metallurgical Works at Ashio Copper Mine" p. 29. Data for 1888 are questionable. 4. Cost data: 1880 History of Tochigi Prefecturep.111, 1885 "Tochigi Prefecture" p. 34, 1890-92 History of Tochigi Prefecturep. 112, 1894-1898 Kamiyama Tatsuzô "Report on Refining at Ashio Copper Mine" p. 3; 1896 coal cost Sakigawa Motarô "Report on Refining at Ashio Copper Mine" p. 32, 1902 Denawa Korenori p. 35. The Introduction and Testing of Western Blast FurnacesSuch were the efforts needed to produce 375,000kg. of charcoal a day. During the two-year period from 1888-90 when Furukawa was contracted to produce copper ore for the Jardine Matheson Trading Company, consumption of charcoal rose to between 750,000 and 1,125,000kg. a day. Costs naturally followed consumption. With the need to go further and further afield to procure supplies of firewood and charcoal, increasing transport costs were inevitable given the undeveloped state of transport facilities. Moreover, after 1884 the price of copper began to decline, mainly due to technological advances in the United States, which had led to reduced costs and increased output.15) To secure Ashio's future, it was necessary to introduce western blast furnaces and switch from charcoal to coke, thus cutting fuel costs. In October 1886 work was begun on the installation of Ashio's first western blast furnace under the supervision of Suematsu Tasaburô16) who had joined the Furukawa Company from the Ani silver mine following its purchase from the government. As refinery manager at Ani, Suematsu had been in charge of the installation and operation of western blast furnaces there, and he was given the same job at Ashio. The furnaces that Suematsu chose to introduce at Ashio were the American cylindrical water jacket furnace, with an interior diameter of one meter and six ventilation ports (tuyeres). In refining with brick-built furnaces it had been found that the inner wall of the furnace tended to be eaten away, because the silicic acid in the bricks reacted with the iron oxides in the slag. This problem had been overcome by the invention in 1875 of the water jacket furnace with its double walls made of sections of steel plate between which cold water was continually circulated. Just 12 years after its invention, this new technology was installed at Ashio in March 1887 and tests were begun by refinery workers who had been brought from Ani for the purpose. However, Suematsu and his new furnace were soon hit by a stroke of ill fortune, for on 4th April that year a fire which broke out in the forest above the village of Matsuki spread to Ashio Town, causing great damage. The Naoribashi refinery was completely destroyed and the new furnace was left a "write-off", "leaking in several places".17) Diagram 2 The Pilz Furnace Detail of water jacket/ Elevation (above)/ Plan (below) 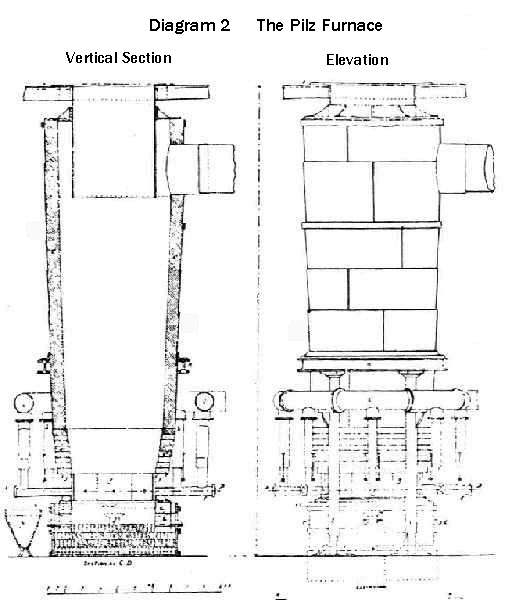 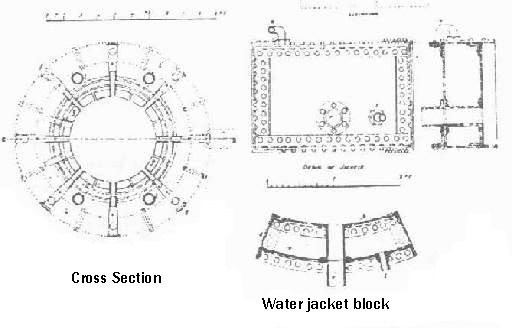 Suematsu rebuilt 40 of the old type furnaces and carried on refining with those, but he also set about installing three Pilz furnaces. He had been introduced to the Pilz furnace when studying mine engineering as a government-sponsored student under G.C.H. Godfrey. Godfrey had been a keen advocate of Pilz furnaces, and Suematsu had gone on to use them at Ani.18) The June 1881 issue (No. 7) of the "Engineering Journal", the magazine of the Society of Engineers which had been set up by graduates of Colleges of Engineering, carried an article by Adachi Tarô, then an engineer in a metal mine on Sado Island, which featured design plans (see Diagram 2) and installation instructions (in English) which Godfrey had sent to Adachi, and it was probably these which Suematsu used to set up the Pilz furnaces at Ashio.
The Pilz furnace was basically a tall cylinder, part of which -the ventilation port and melting furnace section - was of water jacket-type construction; the bottom of the cylinder and its interior walls consisted of fire bricks and the outer walls were all of steel. Its distinguishing feature was its considerable height - 8.53 meters (28 feet) from the base of the cylinder to the top and 7.32 meters (24 feet) from the ventilation ports to the top.
After Suematsu, the next figure to play a leading role in the introduction of western technology at Ashio was Shiono Mon'nosuke.21) Shiono had been trained by Furukawa's main competitor, Sumitomo, and was one of Japan's leading experts in refinery technology at the time. As chief engineer at Sumitomo's Besshi copper mine, he had been in charge of construction of the mine's refinery at nearby Niihama Sôbiraki, but shortly before completion of the project in 1887, he had had a serious disagreement with the head of Sumitomo, Hirose Saihei, and had resigned. He then joined the Furukawa Company through the good offices of his friend Fukuoka Kenryô, manager at the Furukawa Honjo refinery. Shiono was instructed by Kimura Chôbei, then refinery manager at Ashio, to modify the Pilz furnaces, and later wrote about them in his memoirs22): "The Pilz furnace was certainly very suitable for refining large fist-sized clumps of ore, as in Germany, but I had seen in America how it was unable, on account of its excessive height, to cope with powdered ore such as was produced by the ore dressing process at Ashio, and I argued that it would be no simple matter to modify such furnaces, especially after Suematsu had already failed with them. I was unable to persuade Mr. Chôbei, however... so I reluctantly agreed to undertake the work. After four or five months I managed to reduce the height of the furnaces from 5 shaku (1.51 meters) to 3 shaku (0.91 meters), but this was still not enough, so I tried converting some, American-style, but the ventilation units and other parts wouldn't work properly. Also, the considerable amounts of impurities in the ore which made much of it difficult to smelt, as well as the lack of suitably trained workers, meant that we were unable to achieve any significant results". The first success with western furnacesShiono wanted to experiment with American water jacket furnaces, but Chôbei was against the idea. It was not only that Kimura, the old hand who had gained his experience on-site, did not trust Shiono, the college-trained technician; Suematsu's experiments, after all, had all failed, and in the wake of the destruction of the refinery in the Naoribashi fire and the decline in the price of copper, there must have been little financial room for manoeuver as regards new experimental technology23). In April 1888, after being at Ashio for just over half a year, Shiono resigned. But Kimura died suddenly not long after, and the signing of a major contract with Jardine Matheson solved the financial problem. Shiono returned in the autumn of 1888 and began tests with semi-water jacket type furnaces at Kodaki. Results were reasonably good, so from March 1890 the old-type furnaces at the Naoribashi refinery were replaced by the semi-water jacket furnaces (see Diagram 3) and by the end of that year, all the old furnaces and the Pilz furnaces had been dismantled. Shiono's new furnaces measured 2.20 meters from the ventilation ports to the top; there were 12 ventilation ports, four on the long and two on the short sides of each furnace. The ventilation ports themselves measured 150 cm x 80 cm. The ventilation sections alone were of water jacket construction; the rest of the outer wall was made of iron plates, and the inside walls were made of fire bricks. Later, the fire bricks at the top and bottom of the furnaces were replaced by rough-cut quartzite blocks. Eight of these semi-water jacket furnaces were installed at Honzan and four at Kodaki. Each was capable of smelting between 10,125kg and 11,250kg of ore a day24). The new furnaces had three times the ventilation power of the old firebed furnaces, but the fact that they could be operated continuously meant that they effectively had more than six times the power. They also cut fuel costs and enabled the switch to be made from charcoal to coke. In 1890 420kg of charcoal were required to smelt 375kg; a year later this had dropped to 300kg.
Diagram 3 The Semi-Water Jacket Furnace
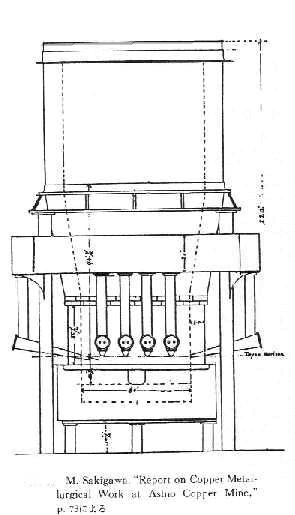
[Source] Sakigawa Motarô, "Report on Copper Metallurgical Work at Ashio Copper Mine," p.73
There are no extant source materials which document the reasons for Shiono's success, but it is possible to attempt an educated guess, namely, that the water jacket furnace solved the problem of the deterioration of the inner wall and made continuous operation possible25). The water jacket was made up of iron blocks which could be individually replaced, an operation which took about 1 hour. The water jacket was very durable; cast iron jackets lasted 238 days, and wrought iron ones, 715 days26). But the Pilz furnaces were also of semi-water jacket construction, so this factor alone does not explain Shiono's success.
However, increasing ventilation capacity was of itself insufficient to ensure success with western-style smelting. The main problem was the powdery ore. Inadequate blower capacity certainly meant that the accumulated ore dust would soon block the tall western furnaces and prevent the build-up of the temperature necessary for smelting. But simply increasing blower capacity would only have blown the dust particles up and out of the chamber, thus causing considerable wastage. The solution to the problem was found by adding an adhesive agent to the dust, which formed it into brick-shaped or ball-shaped lumps which could easily be smelted. It is not known when this method was first used, but it is likely to have been 1891, when Shiono switched to the water jacket furnace, because the "Explanatory Notes to the Exhibits at the Internationl Exposition" of May 1892 states that "the powdered ore is mixed with clay and formed into bricks which are then smelted in the furnace"28). This was not the final solution of the problem of the powdery ore, however. Later, in place of clay, precipitate from the ore dressing process was used as a binding agent and ash was added to this. Sometimes the slag which formed around clumps of powdered ore was similarly used, or ore dust was sometimes mixed in with slag - various methods were tried29), but none was entirely satisfactory. In the late 1900s a solution of sorts was found by using pressurization and sintering in pots. Nevertheless, the method of compacting the powdery ore into bricks was certainly one of the main factors in the successful introduction of western furnaces in the 1890s. 3) The Refining ProcessRefining by trial and errorAfter his success with the water jacket furnace, Shiono next set about improving the method of refining. Both before and after the arrival of the western furnaces, a single firing would normally produce a 'matte' (regulus) of around 50% copper, which was then reroasted to reduce the amount of sulphides. Charcoal and coke was added, and a further smelting would usually result in 95-98% pure unrefined copper. Until 1882 different types of furnace had been used for smelting the matte and for refining ore, but from 1883, ore and matte were both roasted, and then smelted and refined together. In the western furnaces too, ore and matte were both refined at the same time to produce refined ore and matte. Improvements were needed in refining in order to cut the cost of coke, but also because raising the quality of Ashio copper had become a matter of urgent necessity. Most Japanese copper at that time was produced for export. In the early days, unrefined copper had been exported, but this meant lower prices and increasing customer dissatisfaction30). Consequently, in 1884, the Furukawa Company opened a refinery in Honjo ward in Tôkyô and proceeded to export refined copper. The manager of the new refinery was Shiono's friend Fukuoka Kenryô31), who had built a reverberatory furnace modeled on the one at the Ôsaka Mint. Rough copper was now smelted in the reverberatory furnaces, and air was constantly blown through the molten copper, oxidizing the iron, sulphides, and antimony, and producing a fluid slag which was then run off. The process tended to oxidize the copper too and lacked extensibility, so in the final stages, ventilation was suspended and charcoal and pinewood logs added in order to deoxidize the copper. The result was copper refined to a purity of around 99.3%. Because Ashio copper contained impurities such as arsenic and bismuth, however, there were limits to the effectiveness of the reverberatory furnace. To try to solve this problem, the traditional method of refining (nanbanbuki) was applied in which lead was added and impurities such as silver removed, but this was still not the end of Ashio's difficulties with the quality of its copper. It was then thought that the ultimate solution to the problem might lie in the introduction of electrolytic refining. In May 1889 an 8 kilowatt generator was duly installed at the Honjo refinery and tests began. It was Japan's first experiment with electrolysis in copper refining. After the tests had proceeded from the experimental stage to the point where practical applications could begin, in June 1897 an electrolysis workshop was set up at Honjô, and operations there commenced in January the following year. A 35 kilowatt generator was installed which transmitted power to 116 electrolytic cells. The results were not encouraging; five years later, in 1903 only 60 tons had been produced by this method; two years later, the figure had risen to only 120 tons32), a mere 10-20% of Ashio's total ouput. When electrolytic refining was still in the experimental stage in the 1890s, those who felt that it would be the solution to Ashio's quality problems had been overoptimistic. The Bessemer refining methodMeanwhile Shiono had been experimenting with the Bessemer process. This had originally been patented by the Englishman Henry Bessemer in 1855 as a method of steelmaking by converting pig iron into malleable iron. Air was injected into molten pig iron to oxidize and remove impurities in the iron. To facilitate the process, Bessemer developed a revolving furnace rather than a fixed one and obtained a patent for his invention in 1860. Twenty years later, Bessemer's method was successfully applied to the refining of copper by Mannes in 1880. Mannes was Shiono's senior at the St. Etienne Mining College to which Shiono had been sent from the Sumitomo Besshi copper mine and his success with the Bessemer method came when Shiono was still at the college. Shiono took note of this and after moving to Ashio, continued his own studies of the method. In January 1891 a report entitled 'Concerning Methods of Refining' was submitted in the name of Kibe Suejirô, pit manager at Kodaki which urged the adoption of the Bessemer method33).The report argued that a monthly production of 178.5 tons using the Bessemer method would represent a saving of 2,256 yen 94 sen a month and 27,107 yen 28 sen a year and that the installation costs of 15,000 yen would be offset within a year. It also drew attention to the following 'indirect benefits': "1. The labor cost currently involved in crushing the matte would be cut and wastage prevented. Furukawa Ichibei quickly responded to this proposal by sending Shiono off to America in the following February to observe how the Bessemer method was used at the Parrot refinery of the Butte copper mine in Montana,USA, the one place in the world where it was being used in copper refining at that time. The visit confirmed Shiono's expectations. It could certainly have been no easy task for Shiono, or for any Japanese engineer at that time, to set up a Bessemer revolving furnace on an operational basis; it represented a completely new type of furnace in which the furnace itself was not fixed to the ground but contained within a large cylindrical chamber which was rotated and angled so that the slag and molten copper could flow out. It was beyond Shiono's capacities to design such a mechanism which had to be capable of the smooth and safe rotation and inclination of the tremendous weight of the furnace chamber itself as well as the many tons it contained. Furthermore, an extremely high-pressure air-blower was needed to aerate the molten copper, and the development of this machine too was beyond his abilities. In May 1891 therefore, having procured the plans for both furnace and air-blower, he returned to Japan. An order was placed with Ishikawajima Shipyard to build the furnace, while the air-blower was bought from Fraser and Charles of Chicago from whom Shiono had obtained his introduction to the Parrot refinery. The new furnace was sited not at Kodaki, whose manager Kibe had made the original proposal, but at the Naoribashi refinery at Honzan. It was completed in May 1893, just two years after Shiono's return from America. It began operating six months later on the 26th November and its construction and operation were no mean technical feat.
Diagram 4 Plot Plan of Refinery Shops
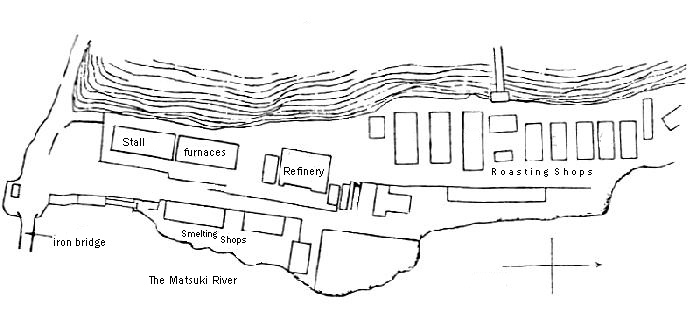
[Notes] Diags. 4,5: Sakikawa Motarô Observation Study Report 1897
Diagram 5 Arragement plan of Refinery Plant
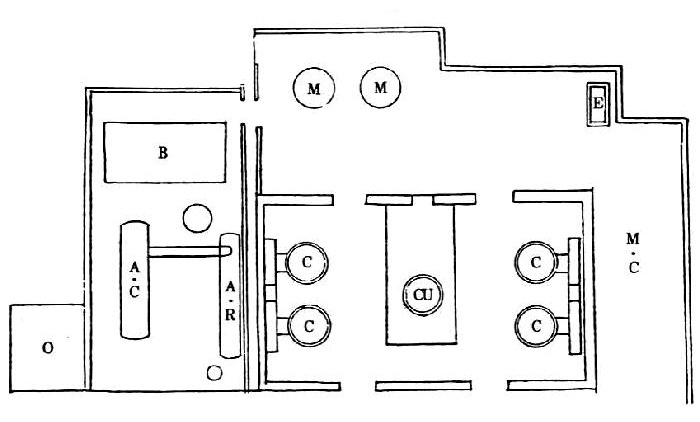 A.C.: air compressor, M: copper casting, A.R.: air reservoir, E: elevator (for materials), B: boiler, M.C.: furnace maintenance room, C: converter (revolving furnace), O: office, CU: cupola (matte smelter).
A.C.: air compressor, M: copper casting, A.R.: air reservoir, E: elevator (for materials), B: boiler, M.C.: furnace maintenance room, C: converter (revolving furnace), O: office, CU: cupola (matte smelter).
At the refinery plant, one cupola was installed for smelting the matte together with four revolving furnaces (Bessemer converters). The smelted matte from the cupola, which was placed on a dais 2m 30cm higher than the converters, was poured into the converters through iron conduits. The 'Kibe proposal' maintained that the matte from the smelters could be transferred directly into the converters and that the cupola would be unnecessary. However, at Naoribashi, the smelters were located on the lowest-lying land, enabling slag to be dumped directly and conveniently into the river, and also because the water wheels required a certain head of water. The refinery had to be built on land that was 6 meters higher up than the smelters34). Consequently, after the smelted matte had cooled and been broken up, it was resmelted in the cupola. A number of the 'indirect benefits' indicated in the 'Kibe proposal' could not be realized. Nevertheless, the introduction of the Bessemer converters was a success; the quality of Ashio copper went up from 93% to around 99%35) with the removal of arsenic and bismuth compounds36), and the elimination of the roasting process cut 15 days off the period needed for refining37) as well as freeing up precious land for other uses. Whereas Bessemer-refined copper only accounted for 36.8% of Ashio's total output in 1894, the following year it was already 66.7% and by 1898 had risen to 92.85% - more than 10,000,000 tons38). Although there were no further major changes such as increases in the number of converters, the fact that the Bessemer-refined copper increased so much from 1894-98 also shows that it took the technicians and workers quite some time to master the new technology. Refining is a complex process, and in circumstances where a great many interactive factors are involved, it is hardly surprising that several years had to pass before production with the new technique could properly get into its stride. The particularly sharp increase from 1897 to 1898 was due to improvements in the converters' durability and heat resistance which resulted from replacing the 70% silica/30% clay composite lining of the inner wall of the converter with quartz trachyte blocks produced at Ashio. The increase was also due to the converters being operated in pairs simultaneously where previously, the four could only be used one at a time. While the Bessemer converters were being successfully developed, the smelting furnaces continued to be devoted solely to smelting ore and producing matte; there was no change in the structure of the furnaces themselves. However, from the 1890s and on into the 1900s furnaces gradually began to increase in size and decrease in number. After the removal of the last traditional furnace in 1891, the number of western-style furnaces reached a peak of 13: eight furnaces at the Honzan refinery and five at Kodaki. With the introduction of the Bessemer converters in 1893, four furnaces were dismantled at Honzan and replaced by two larger ones. Since even bigger ones were added later, for the time being, we shall refer to these two as medium-sized. Like the smaller ones, they were of the semi-water jacket type, and at the ventilation port level they measured 2.24m x 84 cm. There were 18 ventilation ports (later 14). Although only 74cm wider and 4cm deeper than the smaller furnaces, they were nevertheless able to produce from two to three times more in daily output, amounting to between 22,500kg and 30,000kg39). In August 1897 the Kodaki refinery was closed down. One of its four furnaces was transferred to Honzan, and the others scrapped. This was done in accordance with the Pollution Control Order of June of that year which required the company to take measures to to suppress the discharge of noxious sulphuric gases. It was not possible in the time allowed by the Order to construct the necessary chimneys at both Honzan and Kodaki, and so, to reduce the loss to the company, it was decided to close the Kodaki refinery altogether, a decision largely made possible by the now smooth functioning of the Bessemer converters which created a certain amount of leeway in smelting capacity. At the same time as the transfer of the single small furnace from Kodaki to Honzan, a new medium-sized furnace was installed. Unrelated to the closure of the Kodaki refinery, this was intended for a new series of trials, the object of which was to test the viability of smelting unroasted ore by the technique of self-smelting. The aim was to smelt the ore on Bessemer smelting plates, without the need for large quantities of externally supplied fuel, by using the heat produced in the oxidization of the iron sulphides in the ore. Self-smelting, if successful, would drastically cut the fuel consumption that accounted for a major proportion of the cost of refining. It would also free up the land occupied by the Stall roasting furnaces as well as the time required for the Stall roasting process, and would remove the need for reverberatory furnace roasting which used up a considerable amount of both labor and fuel.
The self-smelting method of refining copper had been invented by the Briton John Holway in 1878, but had not been practically applied until the 1890s40). It is well-known that the Kosaka silver mine had success with the method in 1900 and went on to turn itself into a copper mine. Ashio began its own tests about the same time as Kosaka, towards the end of 1897 or January 189841).
However, in 1902, when the Stall roasting furnaces were badly in need of a major overhaul, and roast ore consequently could not be supplied, self-smelting trials were resumed of necessity43). First results continued to be unsatisfactory, but in the third trial which began on the 4th December, a reasonably good result -a matte quality of 36% - was achieved with a proportion of 16.3% coke. Air input had been increased by widening the diameter of the ventilation ports from three to four inches and coal was also inputed via the ventilation ports to prevent solidification. Both of these measures had first been successfully tried at Kosaka, and they enabled Ashio to achieve a breakthrough in its own self-smelting tests. Notes1) The Ashio Copper Mine Office 'Report on the Mining Industry in 1883' ("The Life of Furukawa Junkichi" p. 34). 2) For more on the kilns, see note 1) above and Sakigawa Motarô, "Report on Copper Metallurgical Work at Ashio Copper Mine" 1898, Tôkyô University Faculty of Engineering Department of Metallurgy Library archive). 3) Harada Shinji 'Report on the Ashio Copper Mine' ("Bulletin of the Japanese Mining Industry Association" No. 25, "History of Tochigi Prefecture" Historical Documents - Modern, p. 29). 4) For the reverberatory furnace and Stall roasting, see Sakigawa Motarô, "Report on Copper Metallurgical Work at Ashio Copper Mine" and Kamiyama T.(?), "Report on Metallurgy at Ashio Copper Mine", 1900 Tôkyô University Faculty of Engineering, Department of Metallurgy Library Archive. 5) See 'Report on Ashio Copper Mine' and 'Inspection Report on the Ashio Copper Mine in Tochigi Prefecture' in ("History of Tochigi Prefecture" Historical Documents - Modern 9, pp. 9, 15. 4)6) Denawa Korenori, "Report on the Metallurgical Works of Ashio Copper Mine," 1904, p. 59 (Tôkyô University Faculty of Engineering, Department of Metallurgy Library Archive). 7) To roast 3,750 kg of ore in a reverberatory furnace entailed costs of 2 yen 26 sen 6 rin for fuel, 2 yen 1 sen 9 rin for wages, and 92 sen 4 rin in other costs, a total of 5 yen 20 sen 9 rin. An equivalent amount could be roasted by the Stall technique for 63 sen 5 rin in fuel costs, 25 sen 7 rin in wages, and 56 sen 4 rin in other costs, a total of 1 yen 45 sen 6 rin (1896 Sakigawa Motarô "Report on Metallurgy at Ashio Copper Mine". The Stall technique was clearly much cheaper. 8) Shigeno Kichinosuke "The Life of Kimura Chôbei" p. 64. 'The Development of Refining at Ashio Copper Mine' ("History of Tochigi Prefecture" Historical Documents - Modern 9, p. 109) records that "(manual) bellows were used until 1879, and from 1880 foot bellows were used". However, "The Life of Furukawa Ichibei" (Appendices pp. 14-20) includes reminiscences from Watanabe Wataru, who introduced Furukawa to the foot bellows method. His first contact with Furukawa "was in 1881, when I was still an associate professor (jokyôjû) at the University". Watanabe mentions how he first introduced Furukawa to the hand-pump and then the manual crusher, and lastly to the foot-driven bellows. I have therefore decided on 1882, the date given in "The Life of Kimura Chôbei". In 1880, Watanabe was actually assistant professor (junkyôjû) ("Views on the Hosokura Mine Enterprise" The History of Japanese Mining - Historical Documents Vol. 1 1867-1912 (3) commentary by Haga Namio). 9) 'The Development of Refining at Ashio Copper Mine' "History of Tochigi Prefecture" p. 109.
10) Different dates for the commencement of operations at the new refinery are given in Itsukakai "The Life of Furukawa Ichibei" (p.36 and the text accompanying Fig. 12 in the same volume) and in 'The Development of Refining at Ashio Copper Mine' ("History of Tochigi Prefecture" Historical Documents - Modern 9, p. 110 ). The former gives the date as August 1884, while the latter mentions the first half of 1885. "The Life of Furukawa Ichibei" gives a clear indication of the amount of copper produced at Naoribashi in August 1884: "126,000kg were produced at Honzan, and 78,000kg. at Naoribashi, but eventually, as the latter was gradually enlarged, the Honzan refinery was closed down". However, according to "The Ashio Copper Mine Today", an inspection report by Ôhara Jun'nosuke, who visited the mine in the latter half of August 1884, the new refinery had not yet been completed. Also, the latest technological addition to the refinery, the Roots Blower, was not installed until November of that year. 'Report On The Ashio Copper Mine' "Bulletin of the Japanese Mining Industry Association" No. 18, August 1886. This is why I opted for "a new refinery, which commenced partial operation in August 1884; construction work was completed before the end of the year" 11) Often confused with steam engine or electric train tracks, Decauville tracks were a type of easily portable rail track, invented by the Frenchman Paul Decauville (1846-1922). (See Usui Shigenobu 'The Story of Decauville' "Railway Fan" Sept. 1970). Steam or electric trains could of course be run on Decauville tracks, but at this time they were not yet available at Ashio. On flat surfaces cars were pulled and hauled along them by hand; on slopes, two carts were connected by wire ropes like cable cars, and the weight of the loaded cart used to haul up the empty cart ('Report on Ashio Copper Mine in Tochigi Prefecture' "History of Tochigi Prefecture" Historical Documents - Modern 9, p. 18). 12) '1884 Ashio Mine Report' (Itsukakai "The Life of Furukawa Junkichi", p. 41). 13) 'Report on Ashio Copper Mine in Tochigi Prefecture' "History of Tochigi Prefecture" Historical Documents - Modern 9, pp. 19-20). 14) Shigeno Kichinosuke "The Life of Kimura Chôbei" appendices p. 236-37. 15) Iawaya Ritsutarô 'The Reasons for the Decline in the Price of Copper' ("Bulletin of the Japanese Mining Industry Association" No. 6, Aug. 1885). 16) A native of Echizen province, Suematsu was one of the ten students in the first group selected by the (then) Ministry of Works' (Kôbushô) Department of Mines to study under the two foreign instructors, Godfrey of England (chief instructor of mining students) and Nettor (?) of Germany (instructor of mining students, with special responsibility for refining). After completing a rapid training under these two, Suematsu was appointed to the technical staff of government-operated mines and further trained on-site. He was then sent to work at Ôkuzu gold mine, and the Kosaka and Ani silver mines. His opposition to the sale of the Ani mine to Furukawa was expressed in a memorandum which he presented to the Ministry of Works and which was published in the "Ministry of Works Development Report" (p. 127). He remained with the Ministry of Works, but when that body was abolished and subsumed under the Ministry of Finance in December 1885, he automatically became a Furukawa employee. After resigning from his post at Ashio, he was invited by the Mitsui Group to become Chief Manager of Kamioka mine where he worked until his retirement in 1899. According to 'The Development of Refining at Ashio Copper Mine, Suematsu resigned in February1888 ("Tochigi Prefecture", p. 111), but as he signed the contract with Mitsui on the 26th November 1887, he must already have resigned prior to that date (Mitsui Metal Industries Co. Ltd. "The History of the Kamioka Mine" p. 687). 17) 'Recent Developments at Ashio Copper Mine' ("Bulletin of the Japanese Mining Industry Association") No. 38, April 1888, and 'The Development of Refining at Ashio Copper Mine, ("Tochigi Prefecture", p. 111). 18) The entry for 20th March 1882 in the Mines Department section of the "Ministry of Works Development Report" records that the following answer was given in response to questions received from the Chinese government on Japanese copper mines: "The 24 tons of ore mined per day at Ani yield approximately 12% in refined copper. The latest western refining methods (Pilz furnaces) are employed. The ventilation units for the Pilz furnaces are manufactured in England, and power is provided by a 25 h.p. engine that consumes 1? tons of coal a day." (Development Report p. 65). However, it is clear from the autobiography of Kimura Chôshichi that the Pilz furnaces at Ani were not at all successful: 'Imabayashi [Eitarô, chief engineer at the state-owned Ani mine], seeing that the furnaces were too high for refining, recommended reverting to the old type of furnace. Mr Misawa [Furukawa Company Agent] concurred with this, but I felt that it would be a shame to have to revert to the old furnaces just when we had started using the tall ones and that moreover, there was no possibility of developing the old type any further; I therefore argued in favor of keeping the tall furnaces and decided to investigate ways of making further economies with them' ("The Autobiography of Kimura Chôshichi" p. 192). 19) Takaiwa Yasutarô "An Outline of the Ashio Copper Mine" p. 23. 20) "Tochigi Prefecture", p. 111. 21) Shiono Mon'nosuke joined Sumitomo in 1874 as interpreter for the French engineer Louis Larroque. Two years later, he was chosen to be the Sumitomo family's first overseas student and was sent to France, where he studied for six years, mainly at the St. Etienne Mining College. After graduating 4th in his class, he returned to Japan at the end of 1881, and at the age of 29 was appointed chief engineer at Besshi copper mine and put in charge of the construction of a new western-style refinery at Niihama Sôbiraki. At this time he also visited America to study the latest refinery technology. After successfully introducing western furnaces and finally Bessemer converters at Ashio, he returned to Besshi in 1895 where he was responsible for the construction of a new refinery on Shisakajima island. 22) Shigeno Kichinosuke "The Life of Kimura Chôbei" appendices pp. 44-45. Shiono's statement in his memoirs concerning the reduction of the height of the Pilz furnaces from 5 to 3 shaku is erroneous and should read '5 to 3 meters'. The modification of the Pilz furnaces was mentioned in "Ashio Copper Mine Today", an article by Matoba Chu^ featured in "The Bulletin of the Japanese Mining Industry Association" No. 38 (April 1888): "The internal crucibles of the Pilz furnaces installed last year have been replaced by external crucibles. Various parts of the furnaces are currently in the process of being refitted, and it is still unclear which modifications will best suit Ashio conditions." Shiono probably modified the furnaces in line with furnaces of his own design which he had had installed at Besshi's Sôbiraki refinery. For Shiono's furnaces, see "The Bulletin of the Japanese Mining Industry Association" No. 29 (July 1887) Shiono Mon'nosuke 'On the New Furnaces at Besshi Copper Mine'. 23) The initial construction budget for the Naoribashi refinery was 50,000 yen (see Ôhara Jun'nosuke's article, referred to in note 10.) above, but the cost of increasing the number of ventilation units, of building American-style furnaces, and converting from water wheels to steam power made the final budget much higher. Replacing the Pilz furnaces after the fire cost in the region of 15,000 yen per unit including the building necessary to house it (Adachi Tarô's projected budget on Sado island). Three units must therefore have cost about 50,000 yen. 24) The initial estimated smelting capacity of a single furnace was 18,750kg of ore a day ('Address on the Occasion of the Completion of the Four Great Construction Projects at Ashio Copper Mine'"The Autobiography of Kimura Chôshichi" p. 227). The actual operating capacity turned out to be between 10,125kg and 11,250kg (Denawa Korenori, "Report on the Metallurgical Works of Ashio Copper Mine," 1904, p. 92 (Tôkyô University Faculty of Engineering, Department of Metallurgy Library Archive). 25) See Hoshino Yoshirô "A History of Modern Japanese Technology" (Dai-Nippon Toshô, 1956) pp. 48-49. Some have maintained that the semi-water jacket furnace was technically inferior to the full water jacket furnace (Hatayama Hideki 'The Modernization of the Sumitomo Besshi Copper Mine', Miyamoto Mataji and Sakudô Yôtarô ed. "Historical Studies of Sumitomo Management" p. 199), but this is questionable. Deterioration of the inner wall only affected the smelting unit itself, and when that was fitted with a water jacket, the problem ceased. Even in later years, full water jacket furnaces were only used at one or two other refineries besides Shisakajima; most refineries used the semi-water jacket type. 26) Denawa Korenori Observation Study Report pp. 119-120. 27) "Explanatory Notes to the Exhibits at the International Exposition of 1892" "Tochigi Prefecture", p. 49. 28) "Explanatory Notes to the Exhibits at the International Exposition" ("Tochigi Prefecture", p. 47) 29) Another way to smelt the powdered ore was by using reverberatory furnaces. One such was built for smelting at Ashio in February 1896, but it was found to be too small, and there were a number of faults in its construction; the experiment was a total failure. ('The Development of Refining at Ashio Copper Mine', History of Tochigi Prefecturep. 116) 30) Itsukakai ed. "The Life of Furukawa Ichibei" p. 158. For the company's efforts to improve the quality of its copper, see Mutsu Munemitsu's studies and recommendations in the Furukawa Company centennial publication "100 Years of the Furukawa Company" pp.112-114. Mutsu was traveling abroad in 1884. The following account by Ichibei himself attests to the fact that Bessemer converters were introduced primarily to help tackle the problem of improving copper quality: "after we won the syndicate contract, we had a lot of complaints about the quality and grade of the copper and about our refining, and I decided we had to try and improve the quality of our copper refining. So I sent some engineers over to Montana in America, and they discovered that the Bessemer method of refining was the simplest and cleanest method of removing all impurities..." (Itsukakai "The Boss Speaks" 1926, p. 66). 31) Fukuoka Kenryô was born on the 15th June 1856 in Fukayamachi, Hanzawa-gun, Musashinokuni (now Saitama Prefecture). He went up to Tôkyô in 1874 where he studied Physics, Mathematics and German at Ôkuma Harukichi's Jinshin Gijuku. In September 1874 he passed the examination to study under the foreign mining engineer G.C.H. Godfrey and was taken on as a student, 2nd class (mining technology apprentice). He soon rose to the 14th rank, was ordered to prepare himself to be an engineer, and then to accompany the officially-appointed German machinery specialist, Charles (Karl?) Backmaier(?) in carrying out surveys of machinery at the Onogumi mines. In April 1875 he and Backmaier were transferred to the Kosaka mine. From October of that year he studied under Curt Netto then resident chief engineer at Kosaka. He returned to Tôkyô in February 1876 with Nettor and resigned from his post the same year. In 1878 he joined the First National Bank, studied practical bookkeeping and economics. He was sometimes invited to dinner at the home of his senior and fellow native of Musashikuni, the powerful and well-connected Shibusawa Eiichi, and it was there that he made the acquaintance of Furukawa Ichibei. He joined the Furukawa Company in 1879. he was first sent to Kurôhata and Karuisawa silver mines and then transferred to Kusakura copper mine where he served on the refinery staff. In order to prepare himself to take charge of the new refinery workshops, he was sent to Tôkyô to Tôkyô University's Faculty of Science where he studied under his old teacher Nettor, and then from March to April 1885 went to Ôsaka to study copper production at the Ôsaka Mint. After the establishment of the Honjo smelting plant, he was made manager and supervised refining, electrolysis, and the establishment of a rolled copper plant. In 1897 he became a second-ranking executive in the Furukawa Company, and in 1903 was made Director of the company's head office. He died of illness on the 23rd June 1905. ("Furukawa Archives Vol. 33 appendices, Short Biographies of Illustrious Employees, Republication" Tochigi Prefectural Library Archives. For the Honjo smelting plant, see Fukuoka Kenryô 'Copper Smelting at the Furukawa Company Mines' "Bulletin of the Japanese Mining Industry Association" Nos 82-84, Dec. 1891 - Feb. 1892, "Tochigi Prefecture", pp. 141-145). 32) The Japan Engineering Society "A History of Engineering 1867-1912 - Mining" (Keimeikai, 1930) p. 544. 33) Furukawa Company centennial publication "100 years of the Furukawa Company" pp. 140-141. Although the proposal was made in Kibe's name and gives the impression of being his own idea, he was not actually capable of making a detailed practical proposal on such a technical subject, since, having worked for Onogumi, Yamagata Prefecture, and the 6th National Bank before he joined Furukawa, at Ashio he was mainly responsible for managing the accounts. 34) When the converters were installed, four small smelting furnaces were dismantled and replaced by medium-sized ones, in which case it would seem possible for the smelters to have been put on a higher level than the converters. It is still unclear, however, why this was not done. A possible reason is that the smelters and the converter operators had their own different rhythms of working and the coordination of the two operations was not easy; the use of the cupola, which was linked to the converters, enabled work to go forward relatively smoothly. 35) 'The Development of Copper Refining at Ashio' (History of Tochigi Prefecturepp. 112, 114). 36) Analyses of the constituents of Ashio's rough copper revealed that in 1888 it contained 1.0989% arsenic and in 1891, 2.1683% ("Tochigi Prefecture, p. 112). A similar analysis of Bessemer-refined copper in 1904 showed only 0.0319% arsenic and 0.0126% antimony (K.Denawa, "Report on Metallurgical Work at Ashio Copper Mine," 1904, p.171, Tôkyô University, Faculty of Engineering, Department of Metallurgy library archive). 37) Shigeno Kichinosuke, author of "The Life of Furukawa Ichibei", wrote that "whereas previously it had taken 32 days to turn raw ore into refined copper, the new method of (Bessemer) refining, which removed the need to roast the matte, reduced the time to just two days" (History of Tochigi Prefecturep.210). Shigeno's words were later to be quoted in many places, including academic histories of technology, but in fact, the time saved by getting rid of the roasting process was at the most 15 days. The 32 days he mentions must refer to the period when traditional kilns were still being used for roasting. Reverberatory roasting furnaces had reduced the time by over two weeks and a further 15 days were then saved with the introduction of the Bessemer converters. 38) 'The Development of Refining at Ashio Copper Mine' ("Tochigi Prefecture, pp. 115-116). 39) Denawa Korenori, "Report on Metallurgical Work at Ashio Copper Mine," 1904, p. 92, Tôkyô University, Faculty of Engineering, Department of Metallurgy library archive. 40) Matsugi Giichiro "Copper Metallurgy" (Ôsaka Kagaku Shôgisho, 1904) pp. 116-130 41) In the Furukawa Company's centennial publication "100 Years of the Furukawa Company" pp. 148-151 and in 'The Development of Refining at the Ashio Copper Mine' ("Tochigi Prefecture"), which is thought to have been based on "100 Years of the Furukawa Company", 1900 is given as the year when self-smelting tests began, but in his 'Report on Copper Metallurgical Work at Ashio Copper Mine', 1898, pp. 90-91, Sakigawa Motarô states that in 1897, when he was at Ashio, a new furnace had been installed for the purpose of conducting self-smelting tests. Two dates have, in fact, been cited as the starting point of the tests. Denawa Korenori ('Report on Metallurgical Work at Ashio Copper Mine' 1904, p. 127) and "A History of Engineering in Japan 1867-1912 - Mining" (Japan Engineering Society, 1930, p. 486) both give the end of 1897 as the date, whereas January 1898 is cited by Hisanaga Shôji in his observation study report, 'Ashio Copper-smelting Works' 1903, p. 182, and in a similar report by Ôkawara Saburô, "Report on Metallurgy at Ashio Copper Mine", 1907. Hisanaga gives the specific date of 27th January 1898. Whichever may be correct, it is at least certain that preparations for the tests were in train sometime in 1897. 42) For the coke input, see Sakigawa Motarô pp. 78, 85, and for the raw ore, Denawa Korenori, p. 128. These figures correspond to the standard amount used in normal operation and do not represent the actual fuel consumption. After the furnace had been cleaned inside and repaired or when it was started up again after a breakdown, considerable quantities of charcoal and coke were required, and the actual proportionate fuel consumption was therefore greater than the figures given above. In 1896, proportionate consumption by the medium-sized furnaces was 30% and in the small furnaces, 48.3% (Sakigawa Motarô, p. 70). In addition, firewood and coal were also needed in roasting ore and powering steam engines, and charcoal was used to dry out the furnaces and converters when they often broke down. 43) Ôkawara Saburô "Report on Metallurgy at Ashio Copper Mine" pp. 119-124. The reports by Denawa and Hisanaga are both included in "A History of Engineering in Japan 1867-1912 - Mining". 44)44) Denawa, p. 91-92.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||